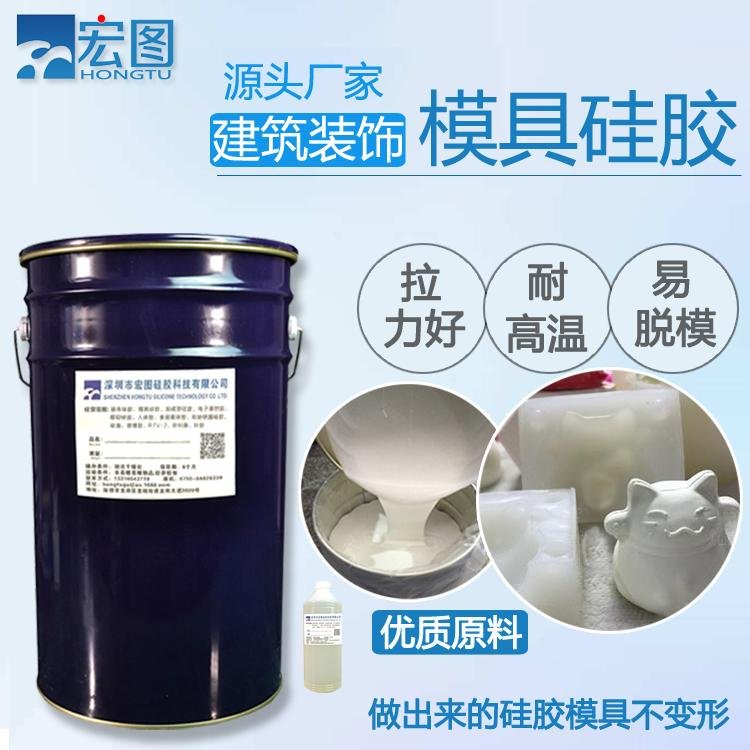
石膏水泥模具硅胶是一款缩合型双组份液体硅胶,主要用于石膏线、水泥或石膏水泥等产品的复制及硅胶模具制作。有少部分客户也会选择加成型硅胶来生产水泥产品,但这样一来成本要高一些,因此,大多数客户都是选择用缩合型硅胶。
石膏制品模具硅胶特点:
1.流动性好、胶质细腻、无杂质;
2.翻模次数多,适合石膏水泥产品大批量生产复制;
3.撕裂强度高、拉力好,硅胶模具使用寿命长久;
4. 收缩率低(≤0.3%),可室温快速固化成型,性能可按客户要求调整;
5.耐高温、耐酸碱、不膨胀,做出来的模具不变形。



1.准备工具:木板、尺子、刀、刷子等;
2.处理好模种,把模种固定在木板上;
3.分片模模线:根据产品分出两个片模或多个片模,使产品容易脱模,模线定位在模种的 点,且要从不明显的结合部位走;
4.把模线以下的部位用油泥堆满,油泥硬度不能太大,堆的时候要贴近模种;
5.打上卡榫,离模种一公分左右,便于合模,使模具不错位;
6.在模种表面均匀的涂上脱模剂,脱模剂可以是清洁剂或者肥皂水;
7.将石膏制品硅胶按100:2-2.5进行配比混合搅拌均匀,并放入抽真空机抽真空(没有抽真空机的可以减少固化剂的添加量,延长固化时间,释放多余的气泡);
8.抽完真空后的硅胶均匀的涂刷在模种上, 层硅胶的厚度小于1mm,能够薄薄的盖住模种和油泥为准;待 层固化后(约15分钟),刷第二层硅胶,第二层固化剂的添加比例要比 层要高,硅胶固化时间控制在5-8分钟; 刷完第二层或者第三层硅胶,待硅胶不在流动时,在硅胶上面粘贴一层纱布,用来增强硅胶的硬度,然后在均匀的刷上一层硅胶(可视产品大小适量增加纱布,一般不超过两层);
9.待石膏固化后即可做石膏外模。用切割好的硬纸板围在模种四周固定好,不能有缝隙,然后将调好的石膏倒入到模具内;待石膏固化后拆除纸板,对石膏外模的边缘进行修整,将另一面的油泥清理干净,重复上边的步骤制作另一边的石膏外模;
10待外模完全固化后,把纸板拆掉,将整个石膏外模和硅胶模具拆掉,检查硅胶模具,用剪刀对模具和外模进行修整。至此,一个石膏制品的硅胶模具就算全部完成了,一般24小时后在投入到生产中。

1.固化剂的添加量应视温度而定,气温高则减少。固化剂若添加过量会影响模具质量,硅胶模具会变脆;固化剂添加少则会延长固化时间;
2.抽真空到-0.1mpa即可,抽真空时间不宜过长,防止硅胶在抽真空时发生交联反应,使硅胶变的一块一块的,造成原料浪费;
3.硅胶模具制作完成后,保存在通风、阴凉、干燥的地方,24小时后在投入生产

| 硬度范围 |
0度-0度以下 |
5度 |
10度-20度 |
25度-35度 |
40度 |
45度-60度 |
| 用途建议 |
0度以下超软,一般用途硅胶娃娃成人用品、 等。0度的稍微硬一些看客户需求。 |
柔软度一般,一般用于制作硅胶制品,也可以用于小而精细的翻糖模、皂模、移印胶头等。 |
适用于各种灌模类产品,柔软性好、抗撕拉性好、适用的产品有蜡烛手工皂、工艺品、糖果巧克力、异形石膏线等。 |
抗撕拉性 、硬度偏高、不变形,适用于分片刷模,比如各种水泥制品、文化石砂岩浮雕产品、树脂工艺品及轮胎模等。 |
很硬,类似运动鞋鞋底,适用于填充,电子灌封这方面,不建议开模。 |
硬度高于50度时硅胶会变脆,抗撕拉性能下降,没有柔韧性,适合填充,不建议开模。 |

| 缩合型硅胶参数表 |
| 外观 |
白色/半透明 |
| 硬度(邵氏A) |
15±2 |
20±2 |
25±2 |
30±2 |
33±2 |
40±2 |
| 硫化剂添加(%) |
2-3 |
| 动力粘(mPa.s) |
1.3w±0.2w |
1.7w±0.2w |
2.5w±0.2w |
2.7w±0.2w |
2.5w±0.2w |
1.5w±0.2w |
| 拉伸强度(MPa) |
2.5 |
2.8 |
3.4 |
4.0 |
3.5 |
| 撕裂强(KN/m) |
16±2 |
19±2 |
24±2 |
25±2 |
21±2 |
| 伸长率(%) |
380 |
530 |
410 |
420 |
450 |
180 |
| 密度(g/cm³) |
1.08 |
1.09 |
| 操作时间(min) |
30-50 |
30-40 |
30-50 |
| 硫化时间(h) |
4-5 |
3-4 |
4-5 |
| 线收缩率(%) |
0.3 |



石膏制品模具硅胶适合大中小件石膏制品硅胶模具制作,主要可用于文化石、背景墙、石膏线、水泥假山、水泥雕塑、石膏工艺品等产品的复制及硅胶模具的制作。